PDMS MOULDS
PDMS moulds.
Durable aluminium and 3D-printed moulds for PDMS drop casting — without clean-room cost or silicon fragility.
THE MOULD ITSELF
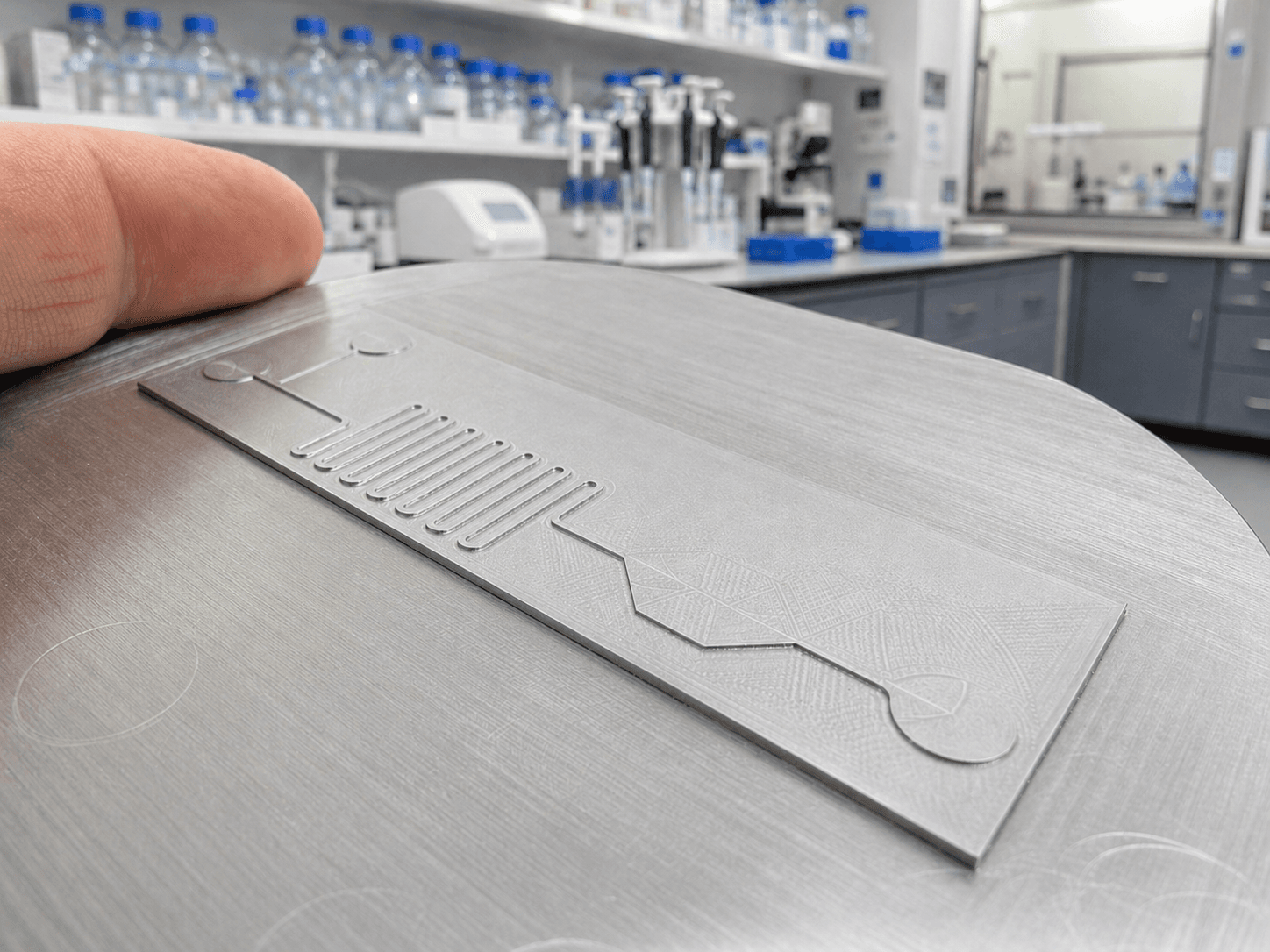
CNC-machined
aluminium. Built to last.
Each mould is machined from a solid aluminium block, then hand-finished to give a clean release surface for PDMS casting. No clean-room. No silicon wafer fragility. Survives 1,000+ casts and is re-machinable in days when your design moves on.
- · Channel features down to ~25–50 µm
- · Standard 4-inch wafer footprint, or custom
- · STEP files supplied for traceability
- · Drop-in compatible with your existing casting workflow
Why move away from silicon wafers.
Silicon wafer moulds deliver exceptional resolution, but they are brittle, crack during demoulding, require expensive clean-room access, and impose long lead times for every design change.
For feature sizes above ~25–50 µm, CNC-machined aluminium moulds are the ideal replacement — comparably priced, surviving 1,000+ casts, no clean-room needed, and re-machinable in days.
Choose your mould.
CNC ALUMINIUM
CNC-machined aluminium moulds.
Precision-machined from solid billets — our recommended choice for prototyping and production.
- 1,000+ casting cycles without degradation
- ±10 µm accuracy, Ra ≤ 0.4 µm surface finish
- Thermally conductive — speeds PDMS curing
- Multi-level features with 3- and 5-axis CNC
- 3–5 working day lead time
Best for: almost all PDMS projects — prototype through production.
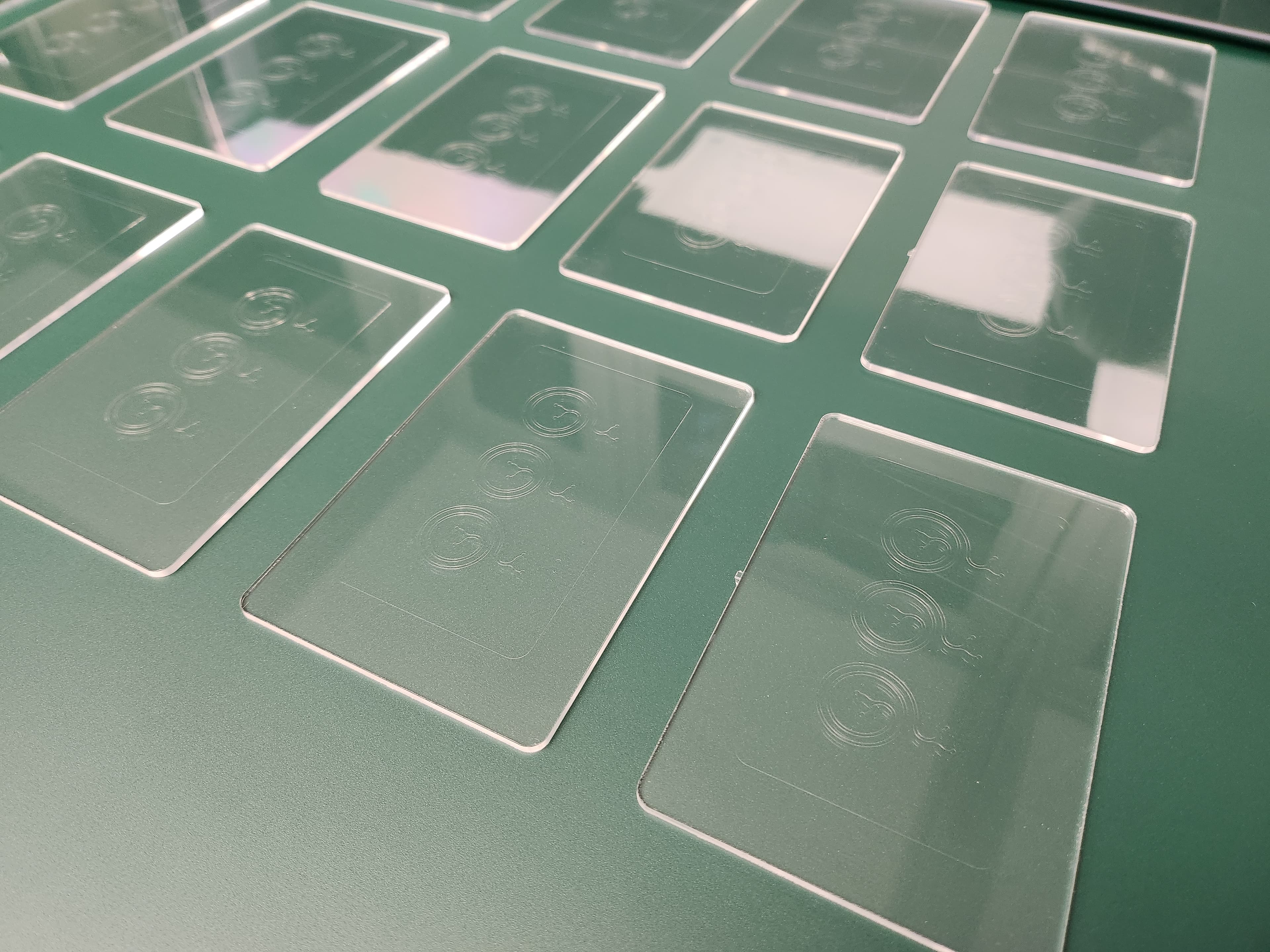
3D PRINTED
SLA / DLP resin moulds.
Fast turnaround when you need a mould quickly — overnight from CAD.
- Overnight turnaround — CAD to mould
- Complex 3D geometries at no extra cost
- Features down to ~25–100 µm
- 50–200 casts before wear
- Surface roughness Ra ~1–5 µm
- Requires PDMS-compatible resin + post-cure
Best for: proving concepts before committing to a final design.
At a glance.
Aluminium vs 3D-printed vs silicon — side by side.
| Property | Aluminium (CNC) | 3D-Printed (SLA/DLP) | Silicon Wafer |
|---|---|---|---|
| Minimum feature size | ~50 µm (CNC) | ~25–100 µm (resin-dependent) | ~1 µm (photolithography) |
| Typical lead time | 3–5 working days | 1–3 working days | 1–4 weeks (clean-room) |
| Durability | Excellent — 1,000+ casts | Good — 50–200+ casts | Poor — brittle, cracks easily |
| Surface finish | Ra ≤ 0.4 µm (machined) | Ra ~1–5 µm (post-processed) | Ra < 0.1 µm (etched) |
| Cost per mould | Low–Medium | Low | High (clean-room fees) |
| Design iteration speed | Fast — new CAD, re-machine | Very fast — print overnight | Slow — new mask required |
| Channel depth range | 20 µm – several mm | 50 µm – several mm | 1 µm – ~500 µm (DRIE) |
| Multi-level features | Yes (3-axis & 5-axis CNC) | Yes (inherent to 3D printing) | Difficult (multi-mask process) |
| Clean-room required | No | No | Yes |
How it works.
We supply the mould — you cast PDMS in your own lab.
STEP 01
Upload your design
Send your CAD file (STEP, DXF, or STL) with channel dimensions, depths, and alignment features. We review for manufacturability.
STEP 02
We machine your mould
CNC-machined aluminium to spec. Need it faster? We can 3D-print a resin mould for initial turnaround.
STEP 03
You cast or emboss
Pour PDMS and cure. The mould is yours to reuse — aluminium moulds last indefinitely.
Design tips.
Alignment marks
Include fiducial crosses or alignment holes if bonding PDMS to glass or another substrate.
Channel depth vs width
Specify depth separately — CNC tool diameter sets minimum width, but depth is controlled independently.
PDMS-compatible resins
Some SLA resins inhibit PDMS curing. We use tested resins and post-cure under UV before dispatch.
Frame / reservoir wall
Add a wall around the channel area to contain liquid PDMS during pouring and ensure uniform thickness.
Flat reference surface
We machine a precision-flat base on all aluminium moulds so they sit level during curing.
Frequently asked questions.
Can I use Sylgard 184 with your moulds?
Yes. Both aluminium and our tested 3D-print resins are compatible with Sylgard 184 and other common PDMS formulations. Aluminium requires no special surface treatment.
What file formats do you accept?
STEP (.stp / .step) is preferred for CNC moulds. We also accept DXF (2D profiles with depth annotations) and STL for 3D-printed moulds. If you only have a sketch, get in touch and we can help create the CAD.
How many times can I reuse an aluminium mould?
Aluminium moulds are essentially indefinite-use. The metal is unaffected by PDMS curing temperatures (65–80 °C) and resists demoulding stress. Customers have cast 1,000+ devices from a single mould.
Do you cast the PDMS devices too?
We supply the mould only — you handle PDMS casting in your own lab. This keeps your process flexible.
What about feature sizes below 25 µm?
For sub-25 µm features (cell traps, nano-channels), silicon lithography remains better. However, most designs — droplet generators, mixers, organ-on-chip — work well at 50–500 µm where aluminium excels.
RELATED TOOLS
Calculators for your design.
Order a mould
Need an aluminium mould for your PDMS work?
Send us your design and we'll quote a CNC-machined aluminium tool sized to your wafer footprint. Or book a quick call to talk through tolerances and surface finish.
Europe · North America · Singapore · Shipping worldwide
Reply by email within 1 working day · Tue / Thu 10:30–15:00 UK for calls